
1度に穴取(カス取)可能な大きさと数量およびカス取の注意点
1)1度にカス取可能な大きさについて
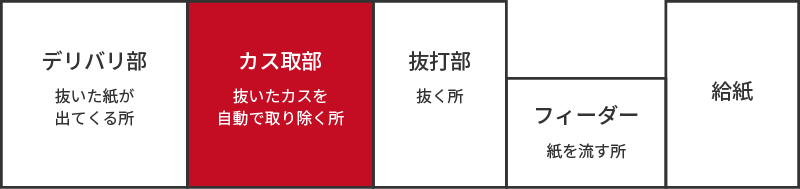
図1:トムソン機の断面から見た各セクション名
トムソン機では、上記図1の赤部分では、抜き後 カス取りを行うことができます。カス取といっても、窓付き封筒や窓付きポケットファイルなどの窓サイズは、55mm×90mmくらいのものが多くそれ以上のカス取は手作業で取り除くのが一般的。トムソン機でカス取を行うのは、手作業で取り除くことのできない小さな丸穴や変形穴を機械と取り除きます。
機械でカス取可能な大きさ
①丸穴であれば、最小4mmが限界です。
②10mm角~50mm角くらいの下記のような形状のカスも機械で取り除くことができ、綺麗に仕上げることができます。大きさ問わず星型のように凹凸の多い形状のカスは手作業で取り除くより、機械で取り除いた方が綺麗に仕上がります。ただし、星型の赤印の尖がっている部分があまりにも鋭角すぎると木型の刃物のつなぎ合わせがうまくいかず、結果カスの取り残しが発生することもあるので、入稿時にトムソン屋にカス取可能か確認されたほうがいいですね。

図2
機械でカス取不可能な大きさ
①3mmや2mm、1mmの丸穴のカス取は、小さすぎて機械的にカス取不可能なので、手内職で取っていくしか方法はないです。
2)1度にカス取可能な数量について
正直言って、何個以上のカス取は無理なんて断言できる限界はわかりません。すみません。
実績としては、定期案件で72個のカス取のお仕事はこなしていますし、菊全に85個くらいのカス取の実績もあります。100個くらいあってもカス取できるんじゃないでしょうか。
これは無理とあきらめた案件がないだけに限界がわからないのが正直なところ。
3)カス取の注意点について
下記図の赤丸が丸穴のカスと思ってください。
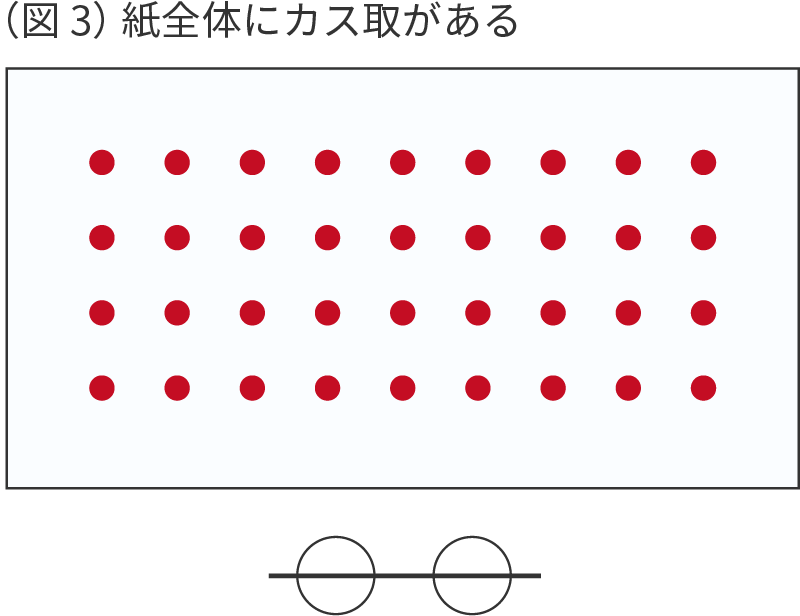
《補助説明》
なんら問題なくカス取可能
ただし、穴と穴との間隔は基本20mm必要です
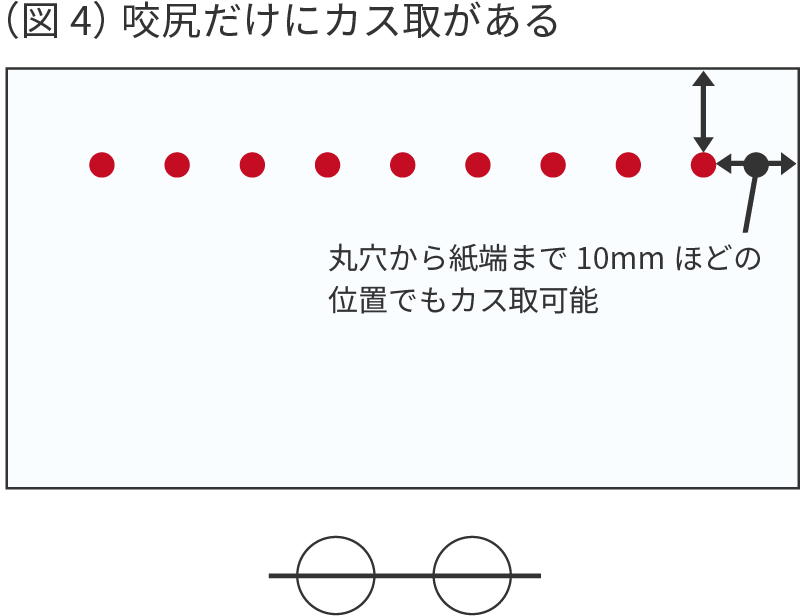
《補助説明》
なんら問題なくカス取可能
ただし、穴と穴との間隔は基本20mm必要です
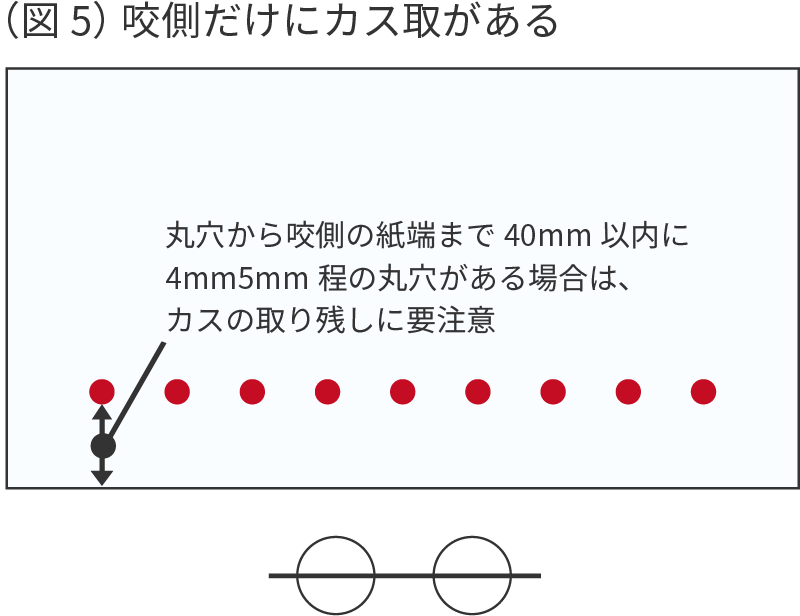
《補助説明》
丸穴から咬側の紙端まで40mm(4cm)以内に丸穴がある場合は、カス取り残しに要注意。できればカス取部分は咬尻のほうに持っていったほうが取り残しのリスクは減少します。
最後に、図2にように変形穴よりも4mm5mmの小さな丸穴をすべて綺麗にカス取する方が断然難易度は高いと考えています。初めに機械のセットをしっかりしていてもトムソン加工中、丸穴の切れ具合が変わったり、刃物も摩耗により突如カスの取り残しが発生するものです。
上質45kベースのものから厚紙450gくらいの様々な紙質紙厚の案件をこなしていく中でカスの取り残しという不良の発生をいかに早く気付けるかが重要で、そのトラブルに対処する感性と技術が必要であると考えています。
カス取は本当に奥が深いんですよ。
まとめ
- 3mm以下の丸穴は、手内職でしか取り除けません。手内職の時間も費用も出ない場合は、穴の大きさを4mmにしてもらいましょう。
ヤマトでは、機械・手内職で様々なカス取の実績がございます。トムソン加工のご依頼・ご依頼等ございましたらお気軽に大阪のトムソン屋 ヤマト紙工までお問合せください。
見積もり依頼・お問合せはこちらから>>