
トムソン加工抜きズレ 紙目によって改善できる?
厚紙(450g以上)の場合、印刷は胴と平行に紙目を通さないと印刷上問題があるいう印刷会社が多いですが、トムソンの場合は加工のやりやすさはともかく、どちらに紙目が通っていても加工は可能です。
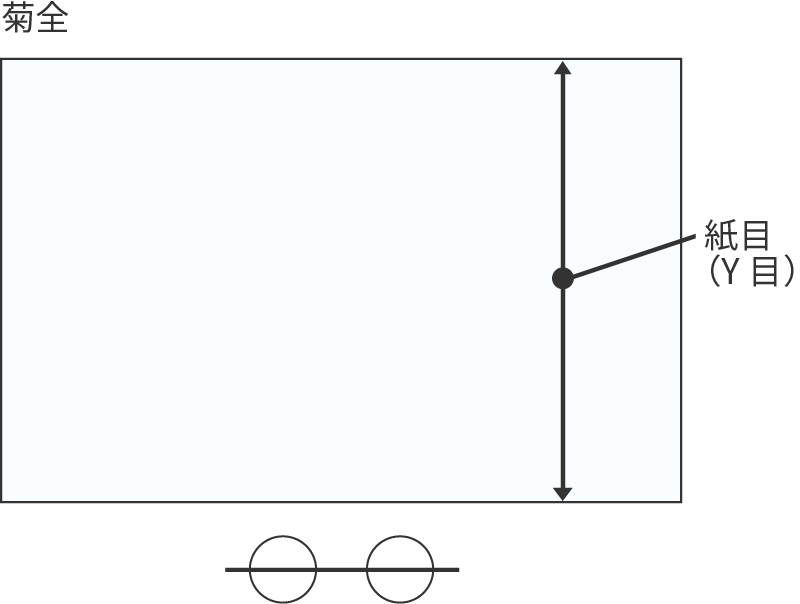
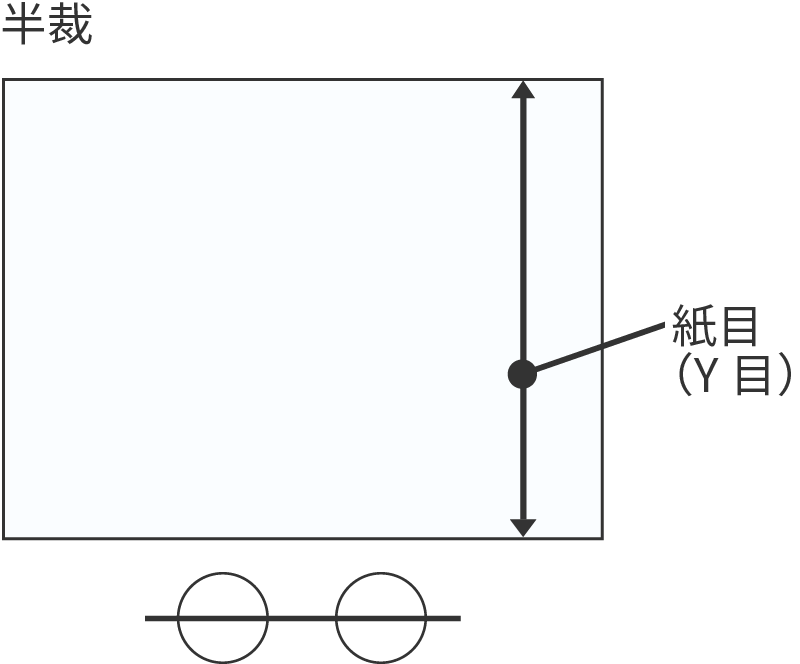
薄紙(~135kまで)の場合も紙目はどちらに通っていても加工可能ですが、通しサイズでいうと、Y目にすることにより、抜き速度が上がり、抜き精度も上げることができます。
一般的に薄紙のトムソン加工は難しいと言われています。何が難しいのか薄いこと自体、加工のさばき方を一つ間違えるとすぐに破れたり折れたりズレたりします。 ただ薄紙加工で一番ミス・クレームとなるのが抜きズレです。見当(けんとう)ズレとも言います。抜きズレの原因は様々な要因がございますが、「紙目がどうなのか」によって抜きズレの発生率やズレ巾に大きく関係します。
ミシン目加工に関して言うと、多くの場合切取り線の印刷がされており、その点線上にミシン目を入れなければなりません。スジ入れに関して言うとオリトンボの部分にスジ入れしなければなりません。
印刷された切取り線より少しズレた位置にミシン目があると、印刷物の仕上がりとして不細工ですよね。またスジ入れの位置がずれていると、後加工の折加工がしづらかったり、仕上がり寸法が変わることにもつながり不細工ですよね。不細工以上に商品にならないくらいにずれて抜かれていては話になりません。
■紙目によって抜きズレの発生率・ズレ巾が変わるんだぁ
では、なぜ紙目によって抜きズレが発生するかと言うと、
例えば、、、、A4サイズくらいの紙をロール上に丸めてみてください。
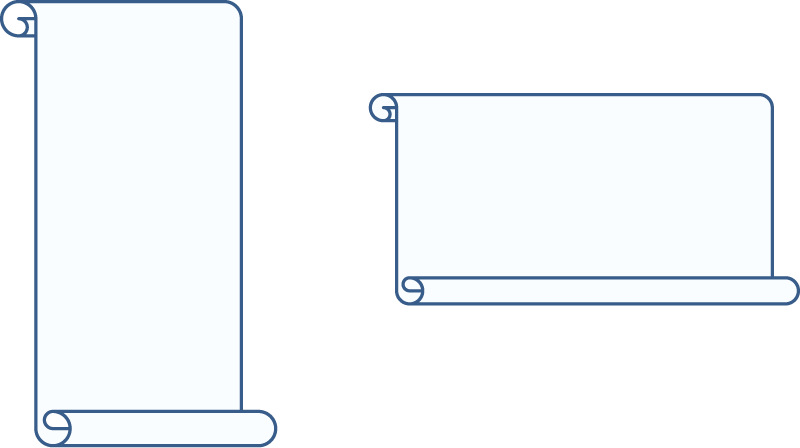
⇑ ⇑
縦長になっている方が丸めやすいですか? それとも横長になっている方が丸めやすいですか?
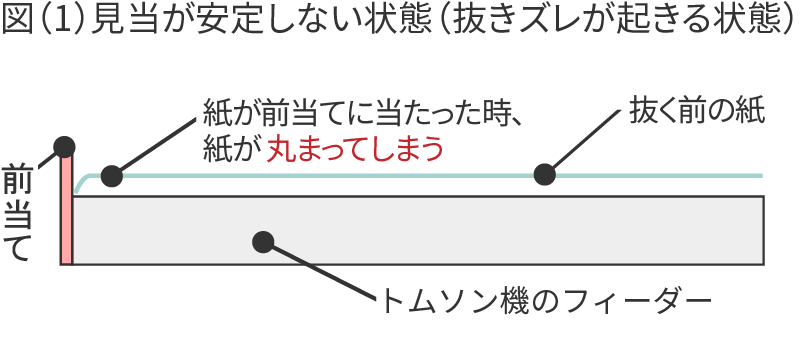
丸めやすい方(反発のない方)が紙目の順目で、丸めにくい方(反発のある方)が逆目ということになります。つまり、丸めやすい反発のない方に紙目が通っている紙をトムソン機で抜く前に前当てという抜き位置を決める部品に紙を当てて1枚1枚抜いていきますが、紙が前当てに当たった時にほんの少しでも丸まってしまうと、抜きズレが起こります。(図1)
これは、丸めやすい反発のない方に紙目が通っている紙に起こりやすい現象と言えます。
この現象が起こったり起らなかったりすることで、本来の抜き位置で抜けたり、ずれて抜かれてしまったりと、良品不良品が混ざって仕上がっていきます。 またそれに加えて過剰なスピードで加工を続けると、抜きズレの発生率とズレ巾も大きくなってしまい、大クレームとなります。
では、本来の抜き位置で加工を続けるには、図2のように紙が前当てに当たっても紙がまっすぐになっている状態に続けて紙を流していくことが重要であると言えます。
これが薄紙加工の難しいところなのです。
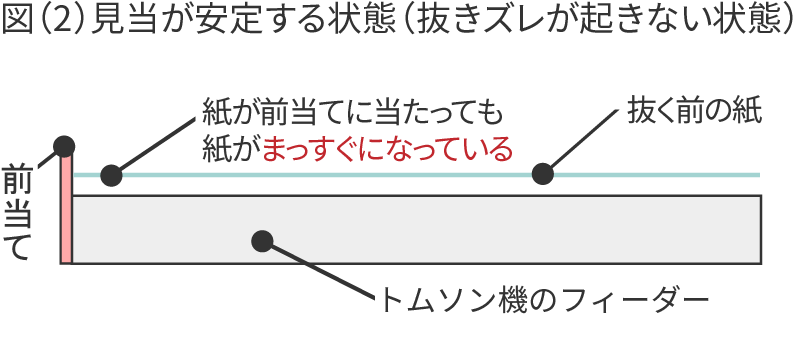
しかしながら、図2のように紙が前当てに当たっても紙がまっすぐになっている状態に紙を流し続けていくことは、決して簡単なことではありません。
自然現象で起こる静電気や湿気を含んだり、薄紙に片面PP加工していたり、盛り上げ印刷が施されていること等により紙癖が悪くなった場合は、特に気を付けなければなりません。
また、同様に45k~70kベースの薄紙が通しサイズでT目の場合は、特に気を付けなければなりません。
■抜きズレの抑制策 あります
①初めに記したように、通しサイズでT目でなく、Y目にするということ
(トムソンの前工程や後工程でT目でないといけない場合は除く)
②機械の性能(超薄紙対応の機械改良を施されているか)
③オペレーション能力(抜き中に抜きズレを察知できる感性が必要である)
④むやみやたらに機械の抜き速度を速くしないこと
⑤見当検査装置(カメラ)の設置。
(ただし、紙癖が悪い場合は正しく機能しないため、あまり頼りにできない)
⑥何と言っても最後はトムソン屋の技術が不可欠
②~⑥はトムソン会社の取り組み内容ですが、①は印刷手配される方の配慮によるものなので、商品や加工のやりやすさ、求められる品質レベルに応じて、紙目を考えることも重要であると考えています。
まとめ
- 特に薄紙~135kまでのトムソン加工のある場合、紙目を意識して印刷方法を考えましょう。
- できるのであれば、通しサイズでY目にしましょう。
ヤマト紙工では、薄紙のトムソン加工でも抜きズレが発生しない、職人が確かな目と技術力がございます。トムソン加工のご相談などございましたら、お気軽に大阪のトムソン屋 ヤマト紙工までお問合せください。
見積もり依頼・お問合せはこちらから>>