
紙のミシン目加工について
ミシン目加工とは
ミシン目加工とは、紙を切り取りやすくするために、切込みの点線を入れる加工の事です。回数券やチケット、クーポン、応募はがきやパッケージの開け口等、実に様々なアイテムに施されています。ミシン目加工を行う事で、ハサミを使わずに手で紙を切り取ることができます。

ミシン目の役割
ミシン目加工には、主に以下の役割があります。
・切り取り線
・折り目
■切り取り線
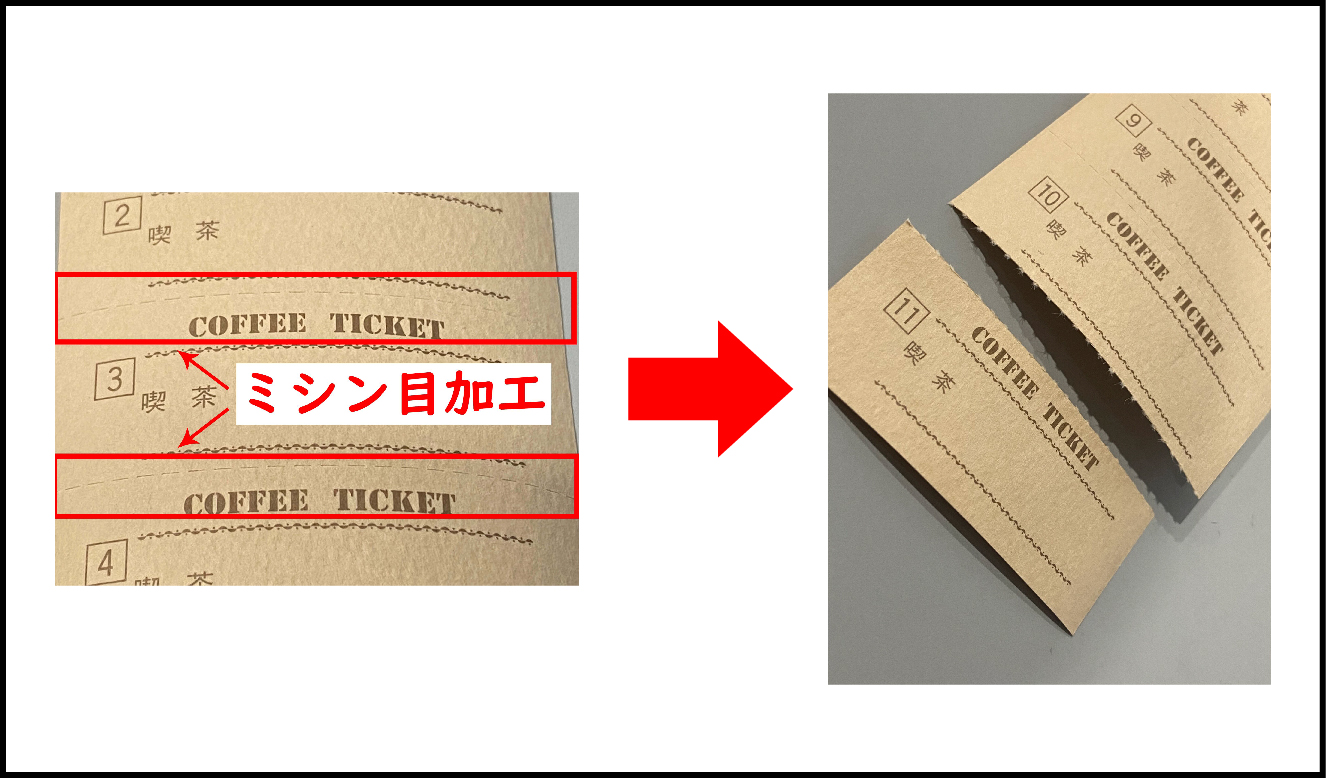
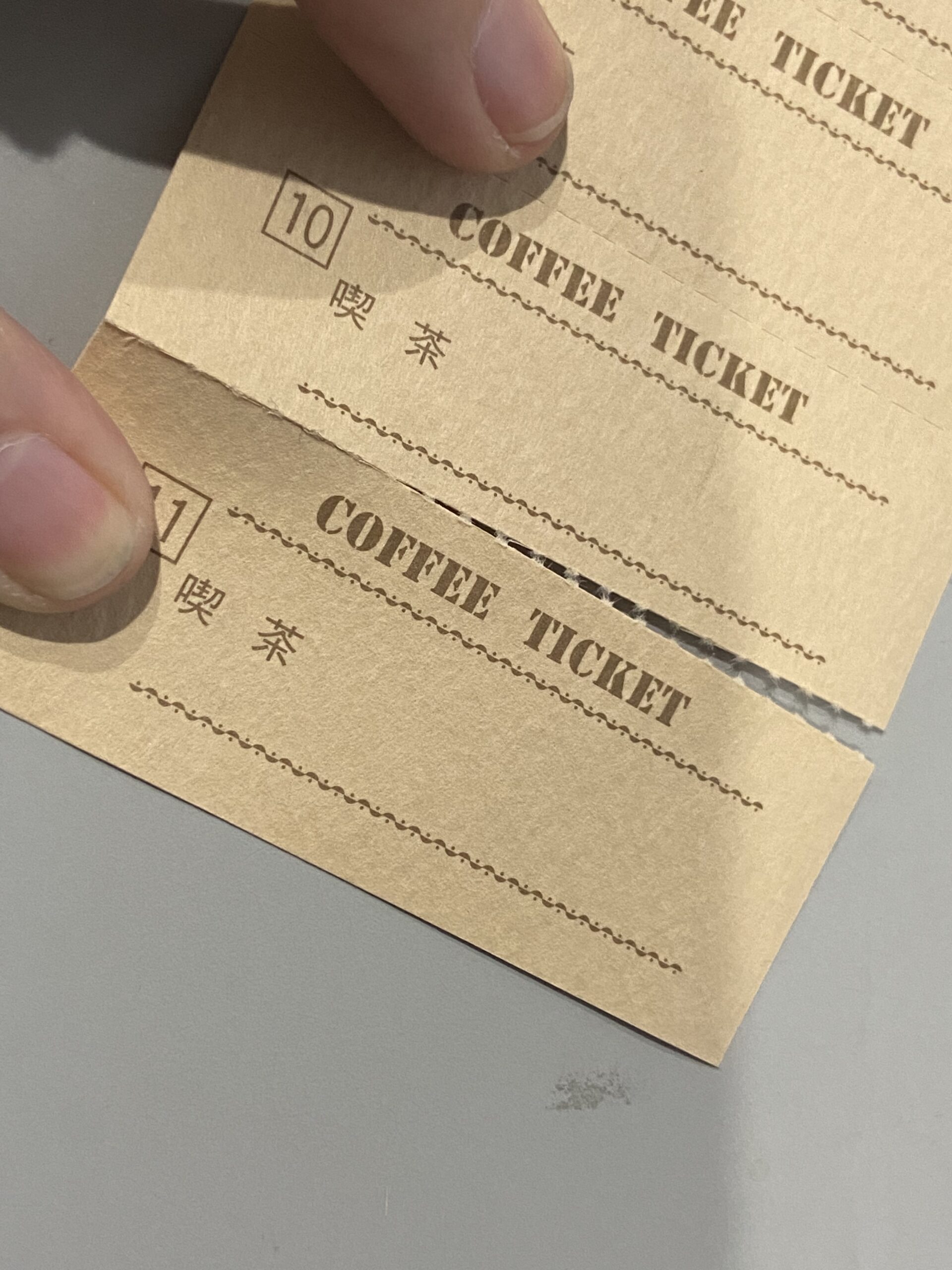
回数券、チケット、クーポンなど紙を手でちぎりやすくする役割を果たします。映画館やテーマパークのチケットや飲食店のクーポン等がイメージが湧きやすいと思います。ハサミなどの刃物を使うことなく紙を切り取ることができますので、便利で安全に使っていただけます。
■折り目
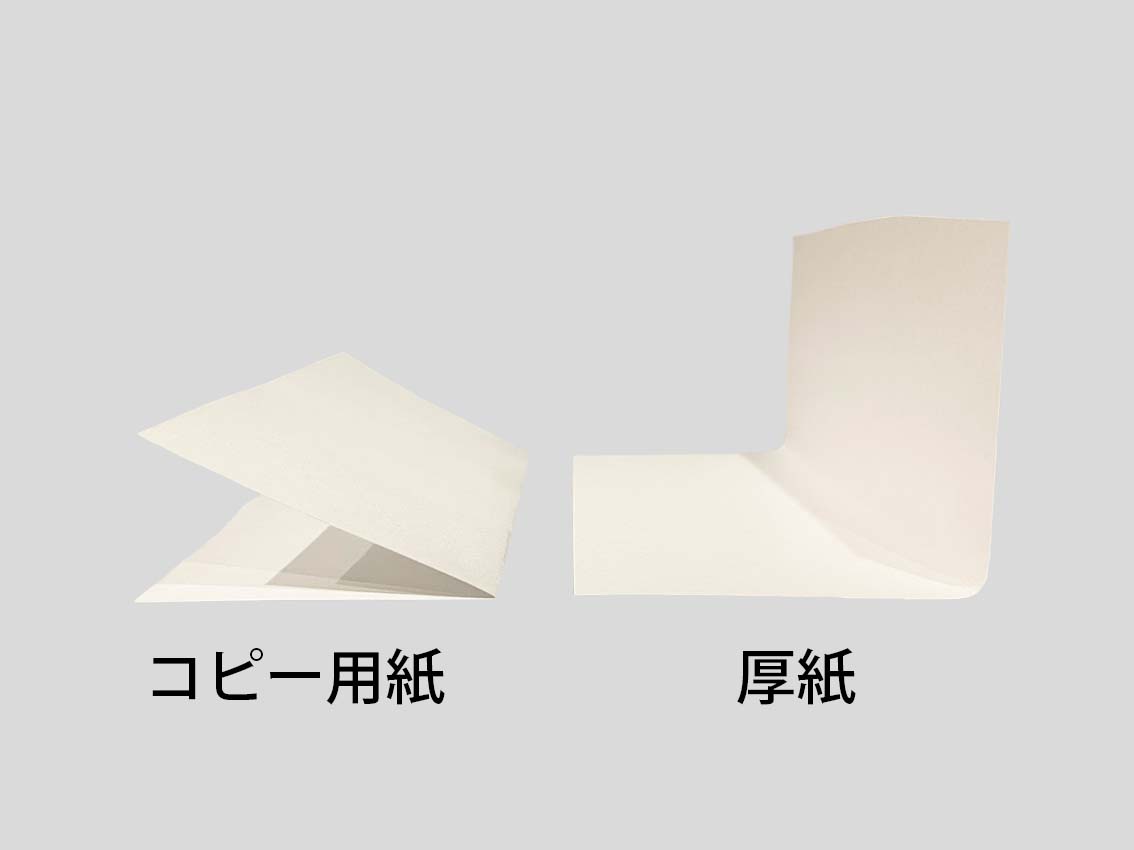
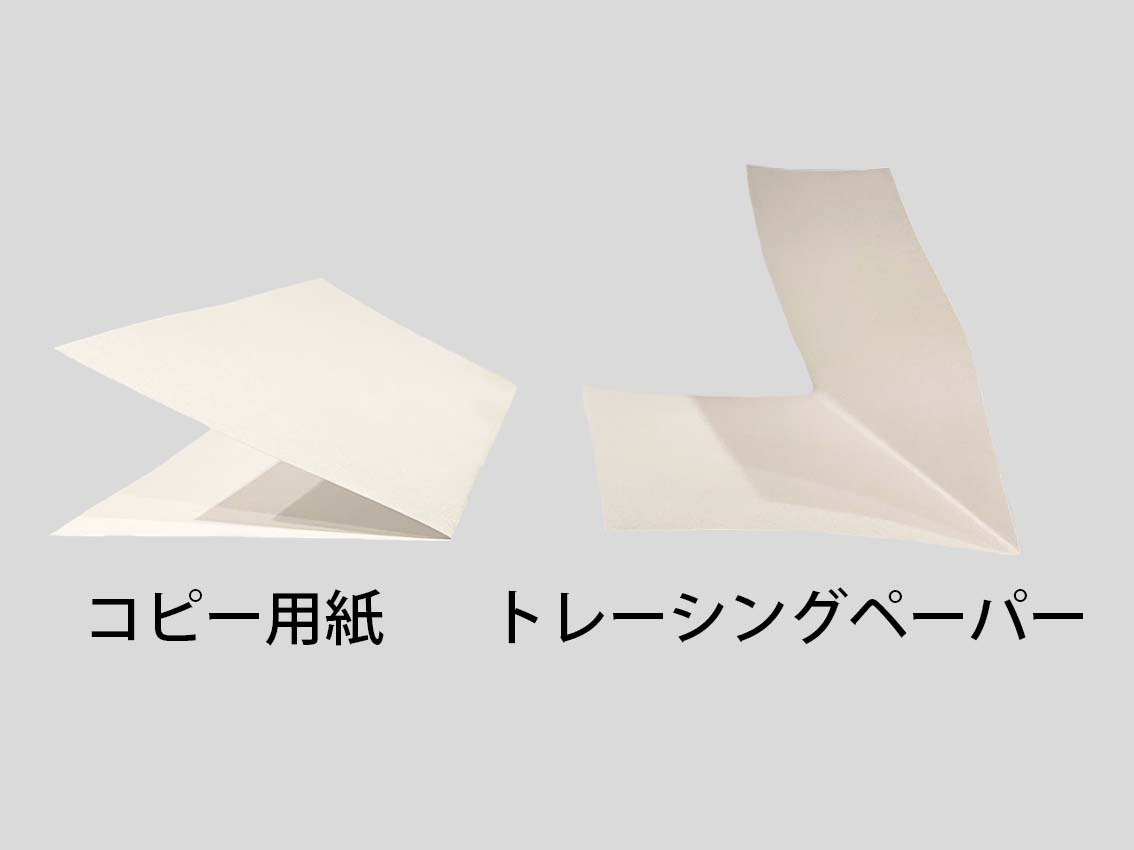
紙を折りやすくするために、ミシン目加工を施すこともあります。例えば、厚紙やトレーシングペーパーは、折れにくい性質があります。紙を折りやすくする加工として罫線(折スジ)を入れる加工がありますが、それでは不十分な場合には、ミシン目加工をして、紙をより折れやすくします。
通常ミシンとジャンプミシンの違い
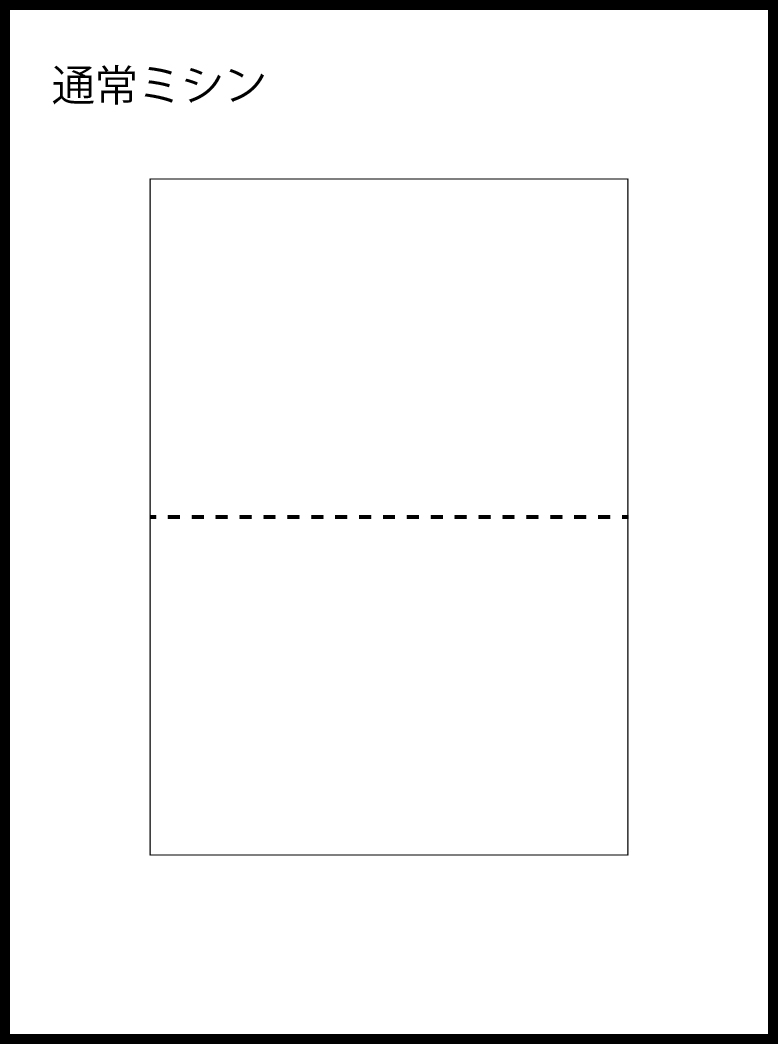
通常ミシンとは、紙の端から端までミシン目を入れる事です。
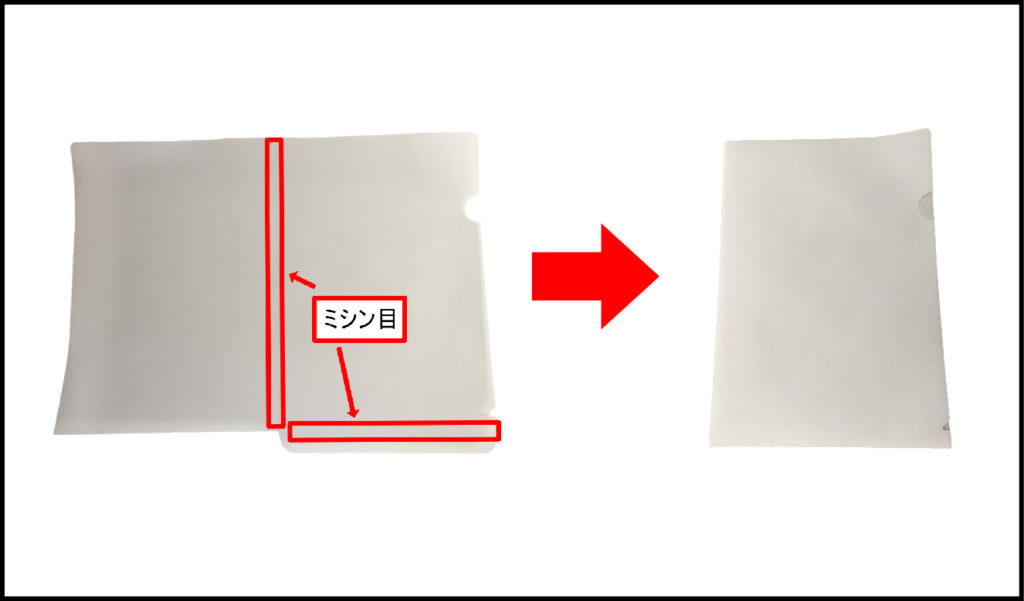
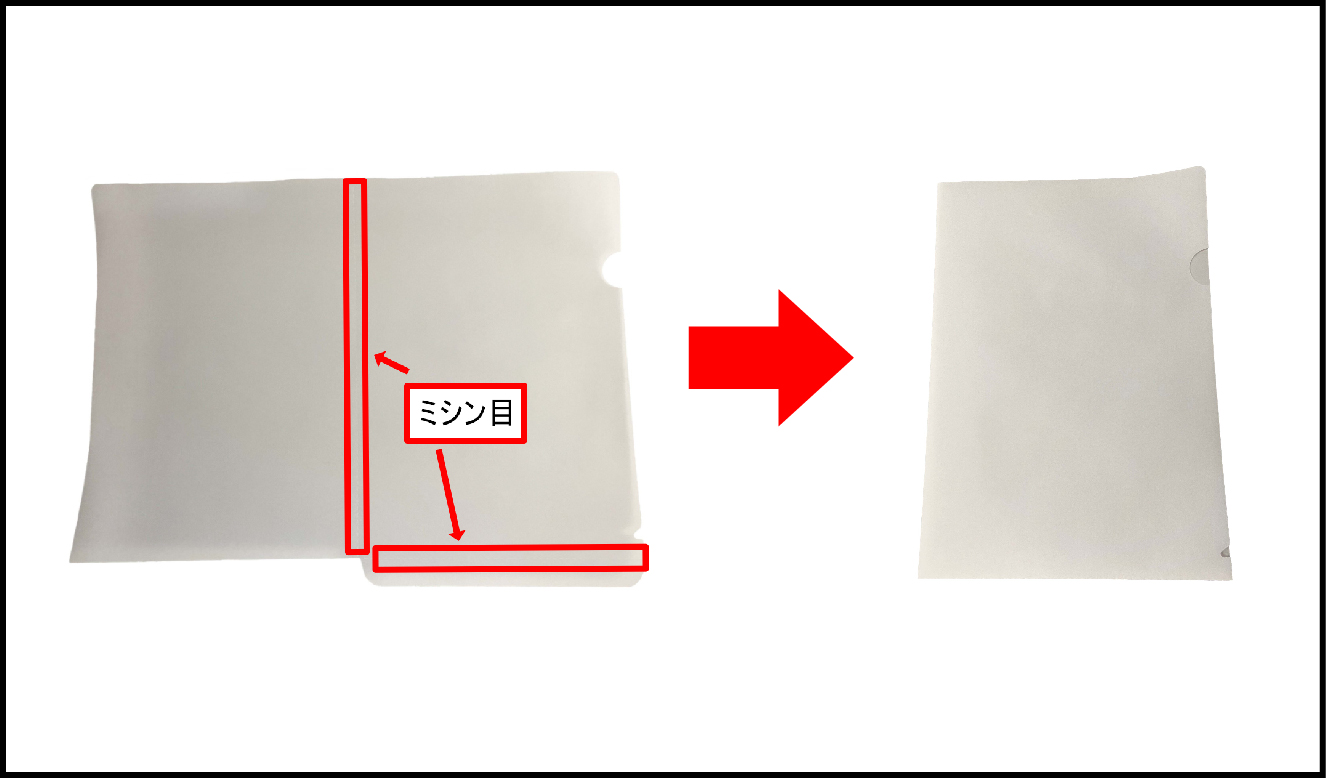
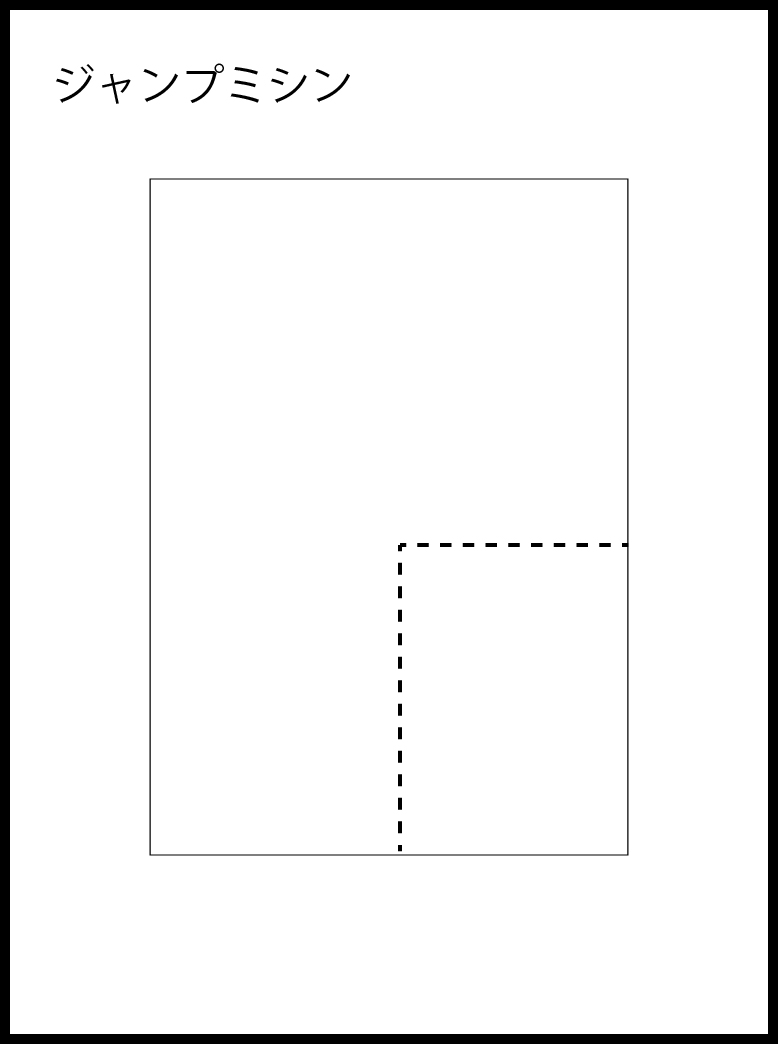
ジャンプミシンとは、紙の途中までミシン目を入れる事です。例えばA4用紙に、応募はがきがついている場合などは、ジャンプミシンに該当します。
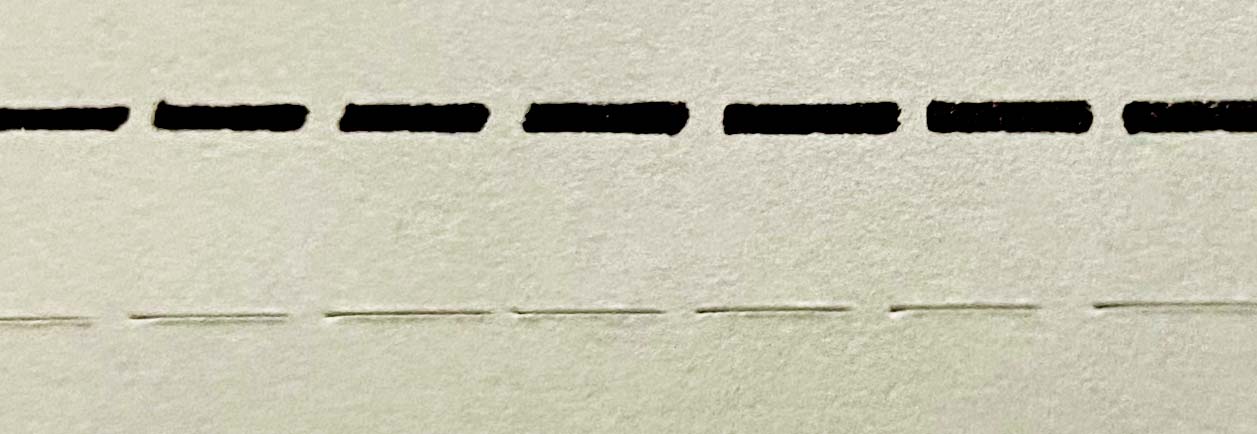
ミシン目のピッチについて
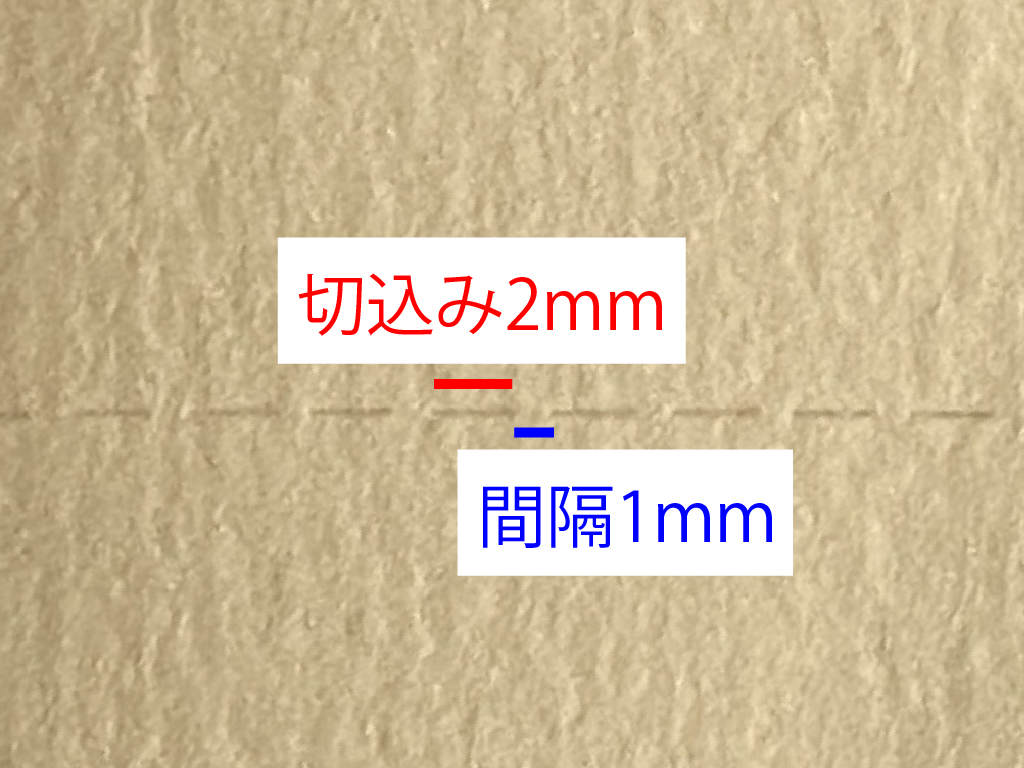
ミシン目には、様々なピッチがあります。ピッチとは、切込みの長さと間隔のことです。
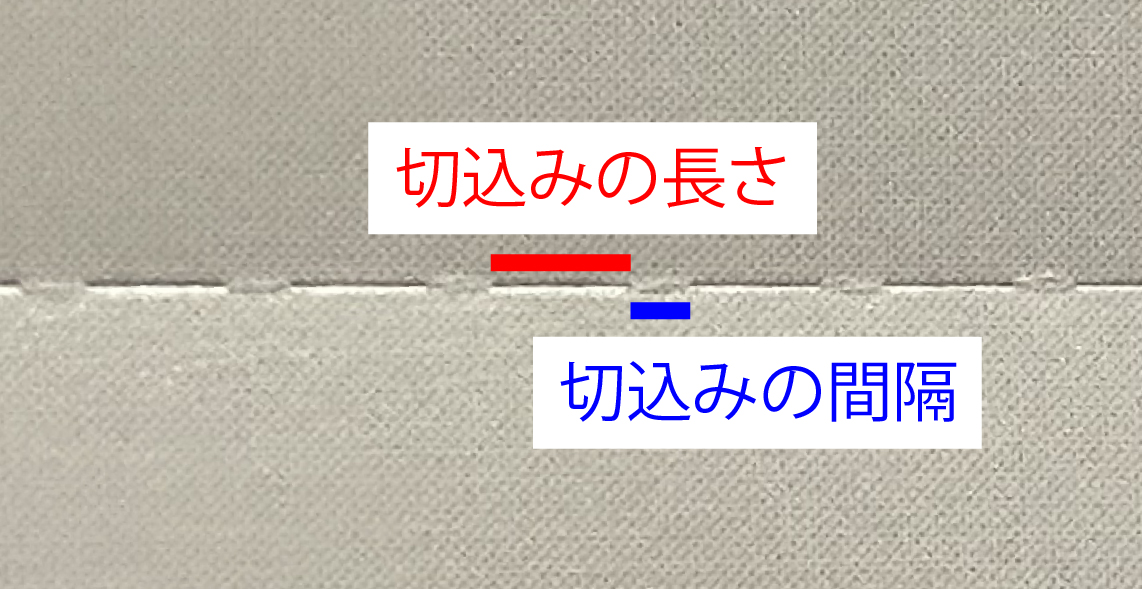
ピッチの種類は非常にたくさんありますが、代表的なのは、切込み2mm×間隔1mmのミシン目です。
■ピッチの使い分け
では、なぜ様々なピッチのミシン目があるのでしょうか?これは紙によって、ちぎりやすさや折りやすさが異なるからです。
・紙の厚さ
例えば、コピー用紙は薄いですから、切り取ったり折りやすい紙です。対して、お菓子等のパッケージに使われる厚紙は、厚みがあるため、コピー用紙に比べると切り取ったり折曲げたりしにくいです。
・紙の種類
厚さだけでなく、紙の種類によっても切りやすさや折りやすさに違いがあります。例えば、トレーシングペーパーは紙の中では比較的硬く切ったり折ったりしずらい特徴があります。
・ミシン目の目的
同じ紙でも切り取ることを目的とした場合と折ることを目的とした場合によっても、ピッチの使い分けが必要です。切り取りが目的の場合、紙がちぎれる必要がありますが、折ることが目的の場合は紙がちぎれてはいけません。ですので、目的に合わせ適切な間隔で切込みを入れる必要があるわけです。

つまり、切りやすい紙なら 切込み1.5mm×間隔0.5mm、切りにくい紙なら 切込み2.5mm×間隔1mm、折り目用なら 切込み2mm×間隔2mmというように、紙の厚さ・種類・目的に応じて、ミシン目のピッチも変えるわけです。
特殊なミシン目について
ミシン目の基本的な形状は、まっすぐな点線ですが、実は以下のような少し変わった形状のミシンも存在します。
・マイクロミシン
・ジッパーミシン
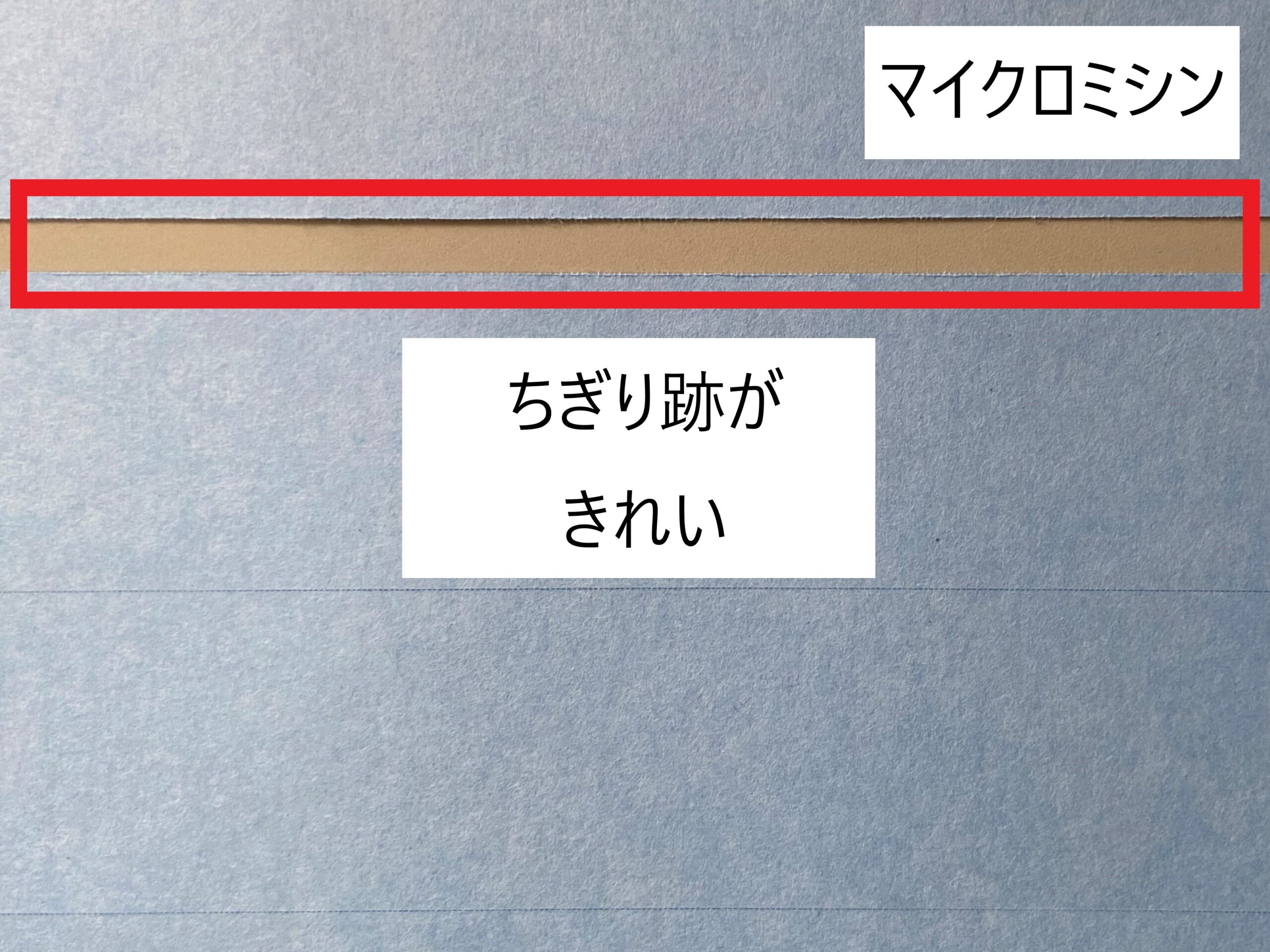
■マイクロミシン
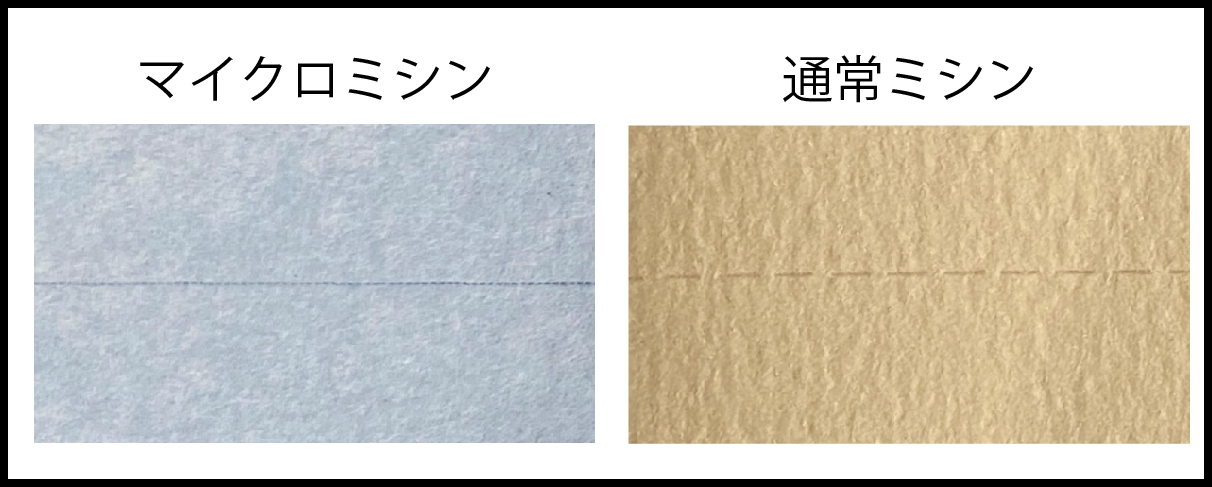
マイクロミシンは、通常のミシン目よりさらに細かいミシン目のことです。一般的なマイクロミシンのピッチは、切込み0.35mm×間隔0.15mmでマイクロミシンもピッチの種類があります。
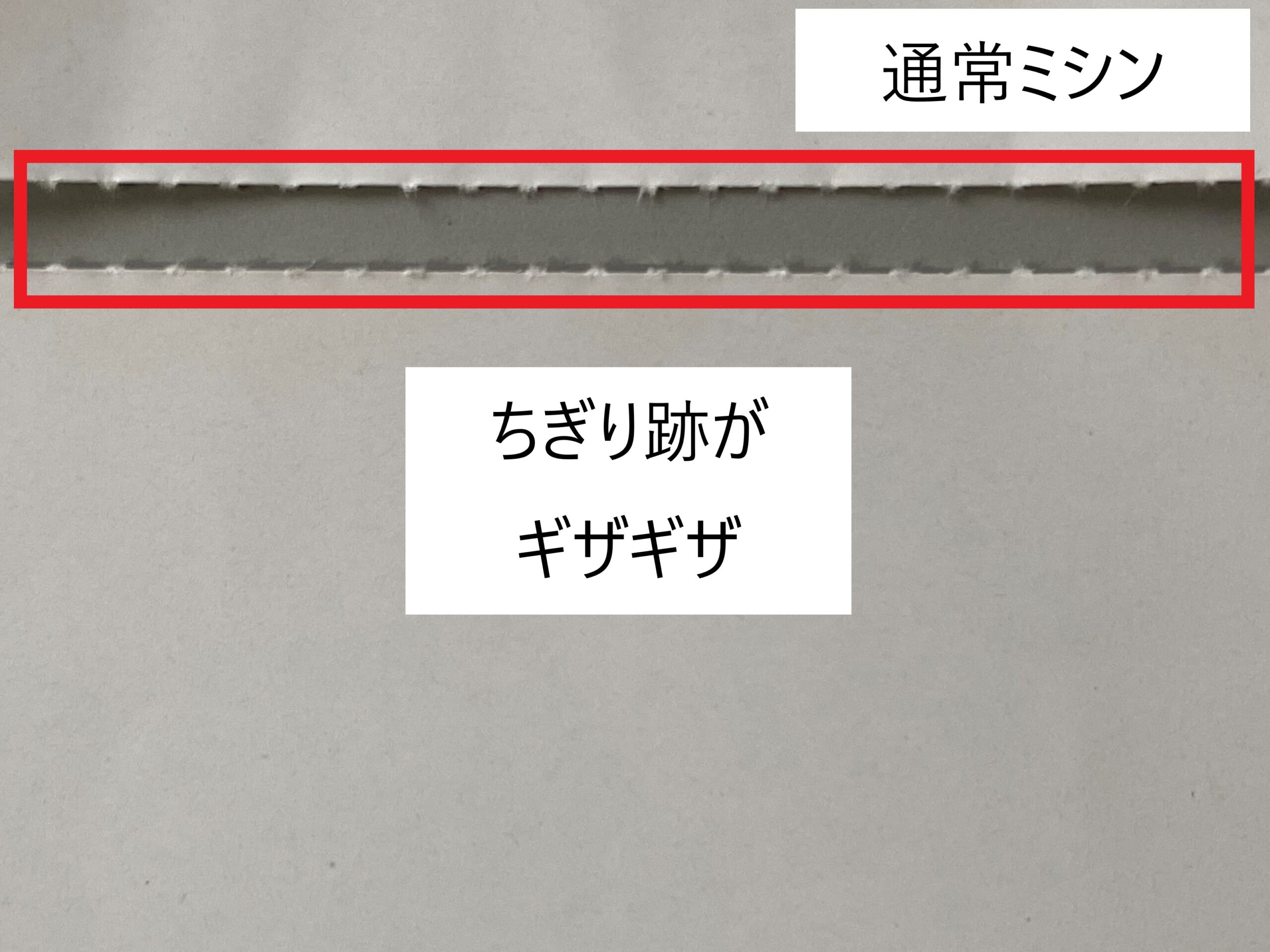
ミシン目とマイクロミシンの違いは、ちぎる際のなめらかさ・ちぎり跡の綺麗さです。ミシン目は、バリバリッと切れるのに対して、マイクロミシンはスーッとなめらかに切り取ることができます。また、切込みの間隔が非常に細かいのでちぎった跡がとてもきれいです。
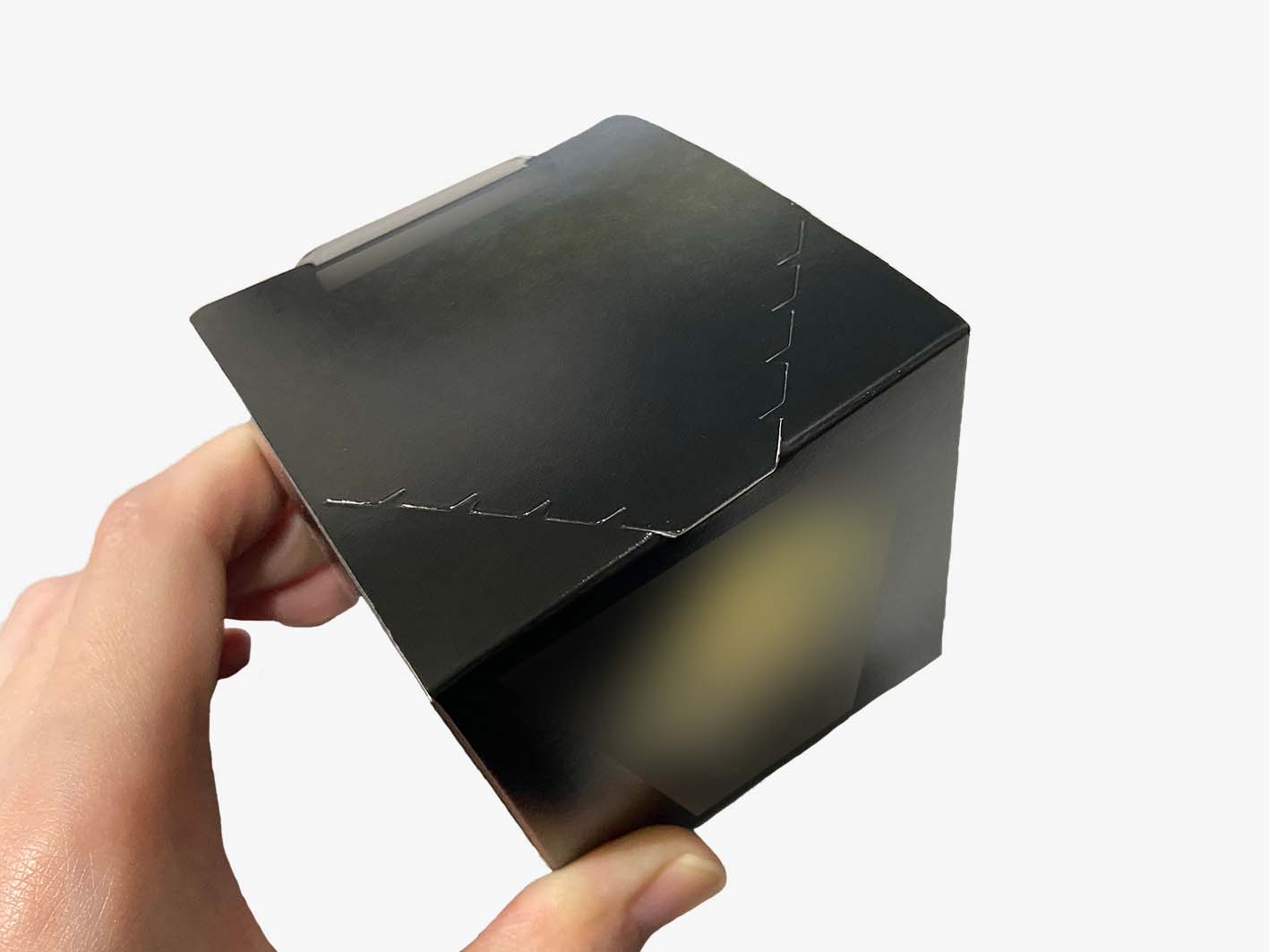
■ジッパーミシン
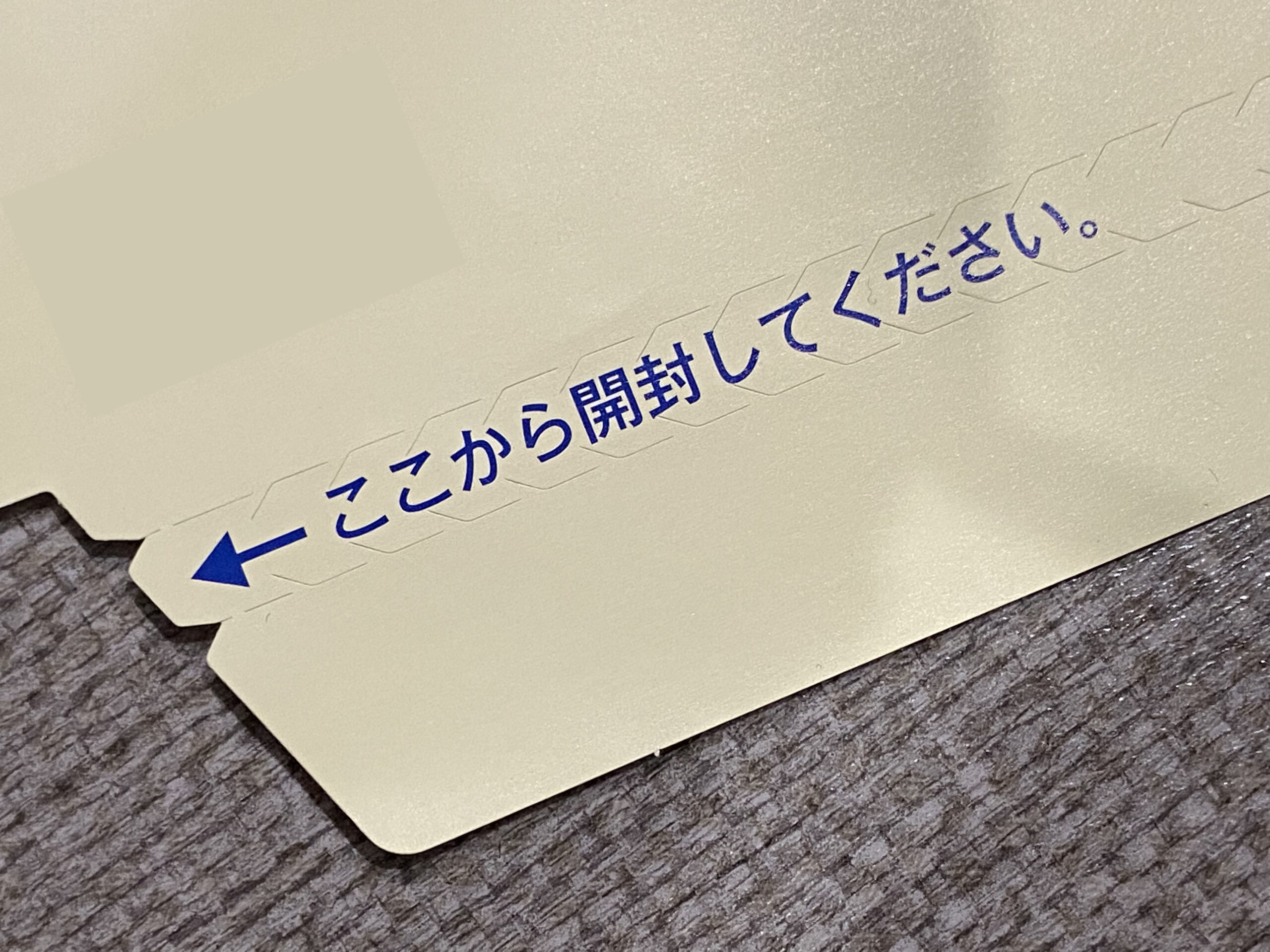
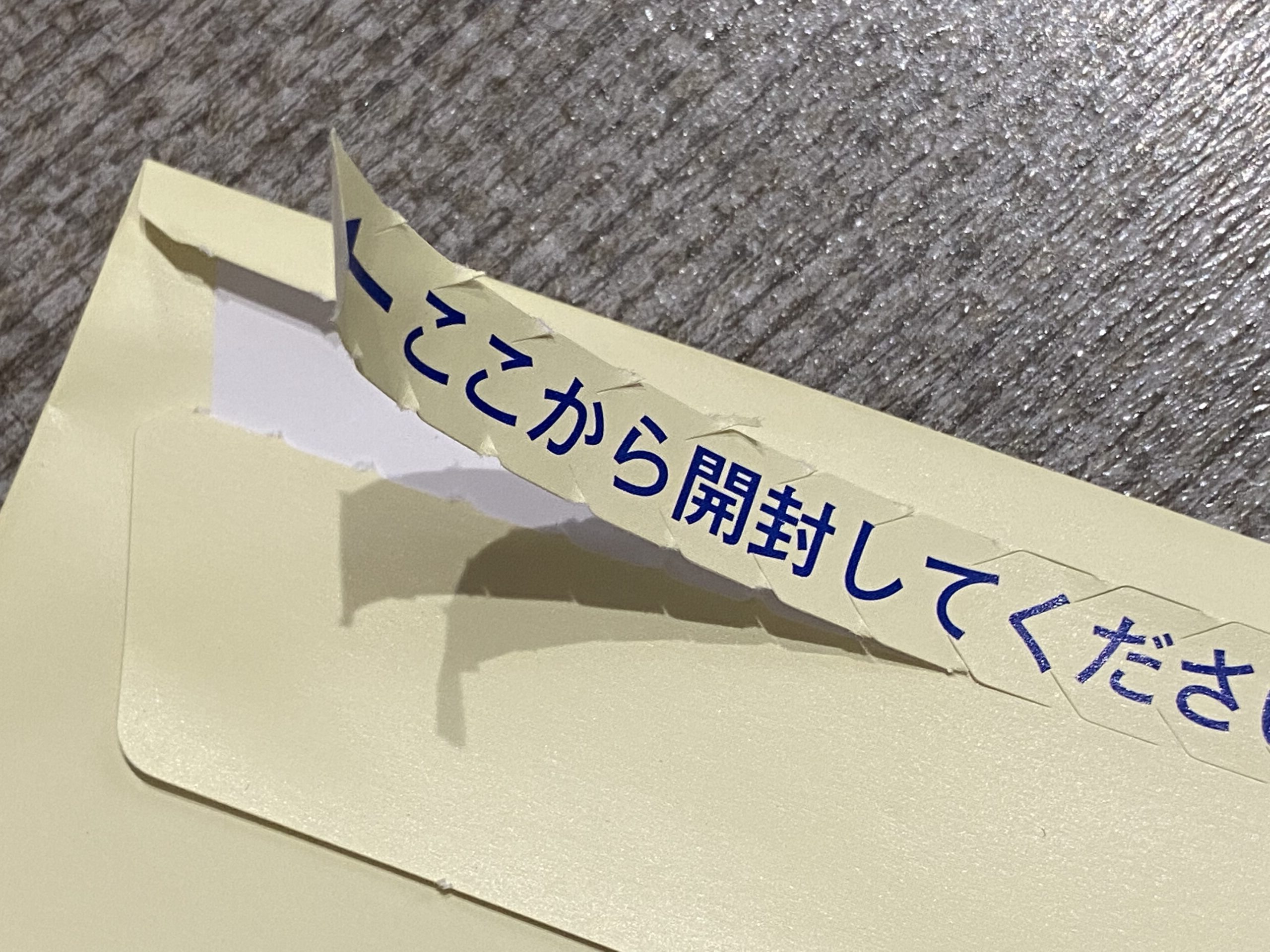
ジッパーミシンは、お菓子や化粧品のパッケージや厚紙の封筒等でよく見かけます。持ち手があり、ジッパーのように、持ち手を引っ張って開封することができる加工です。ジッパーミシンの中でも様々な形状があります。
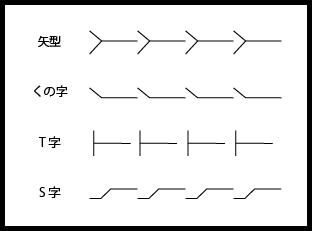
化粧品やお菓子の箱など、開け口を大きく開くようなタイプでもジッパーミシンが使用されています。

それぞれ箱の形状や紙の種類、中身などに合わせて、ジッパーが使い分けられています。
ミシン目に似ている加工
見た目はミシン目加工に似ているけど、ちょっと違う加工というのも実は存在します。
・リード罫
・ミシン目ハーフカット
■リード罫
リード罫は、切込みと折スジの点線を入れる加工です。ミシン目加工の場合、「切込み⇒隙間⇒切込み⇒隙間」となっていますが、リード罫の場合、「切込み⇒折スジ⇒切込み⇒折スジ」となっています。
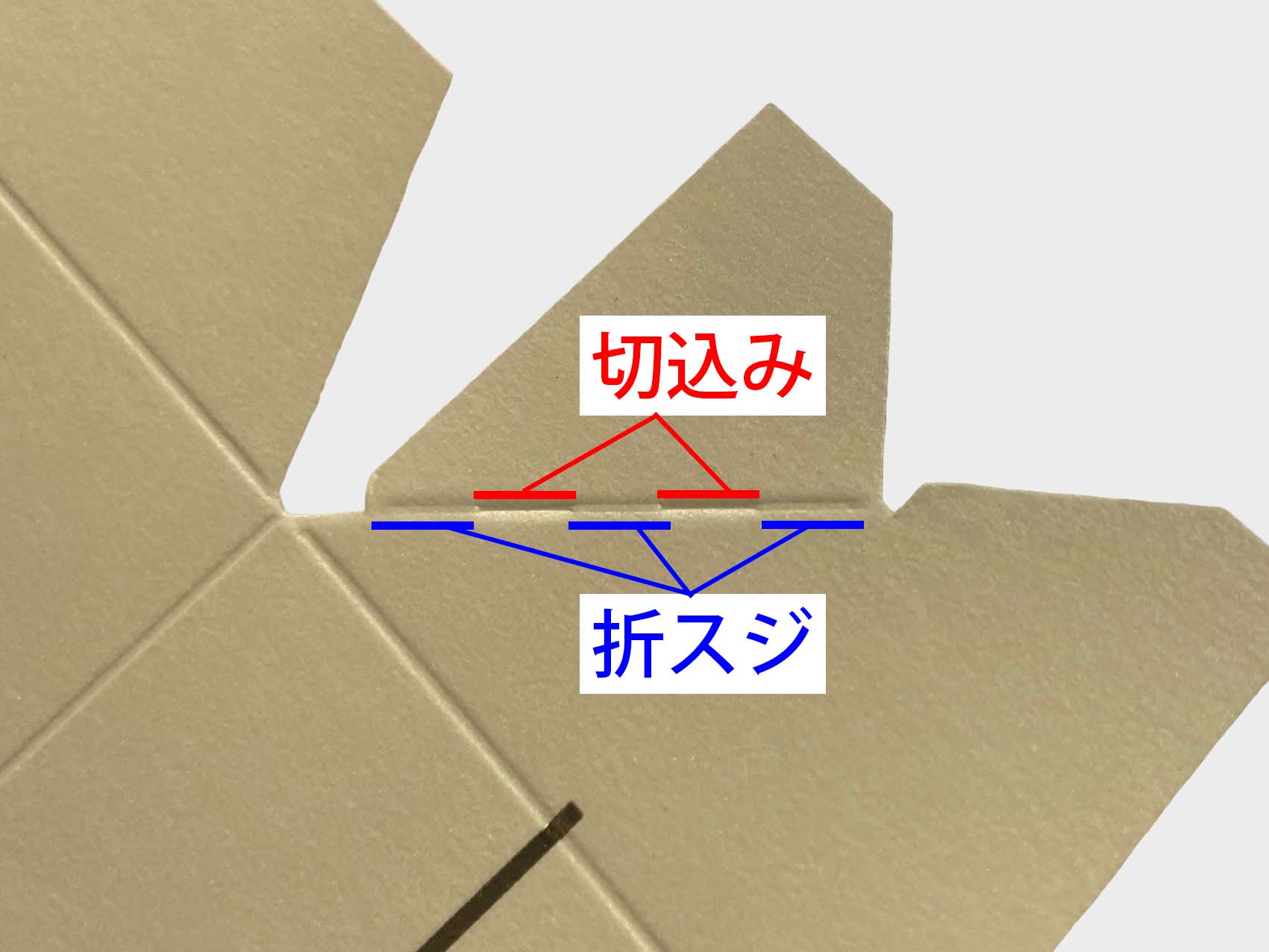
この加工は、折りにくい紙に折スジをいれる場合に使用します。ミシン目よりも折りやすくなるように加工ができます。
■ミシン目ハーフカット
ミシン目ハーフカットは、ミシン目と同じように、切込みの点線を入れますが、紙を下まで切らず、途中までしか切らない加工です。
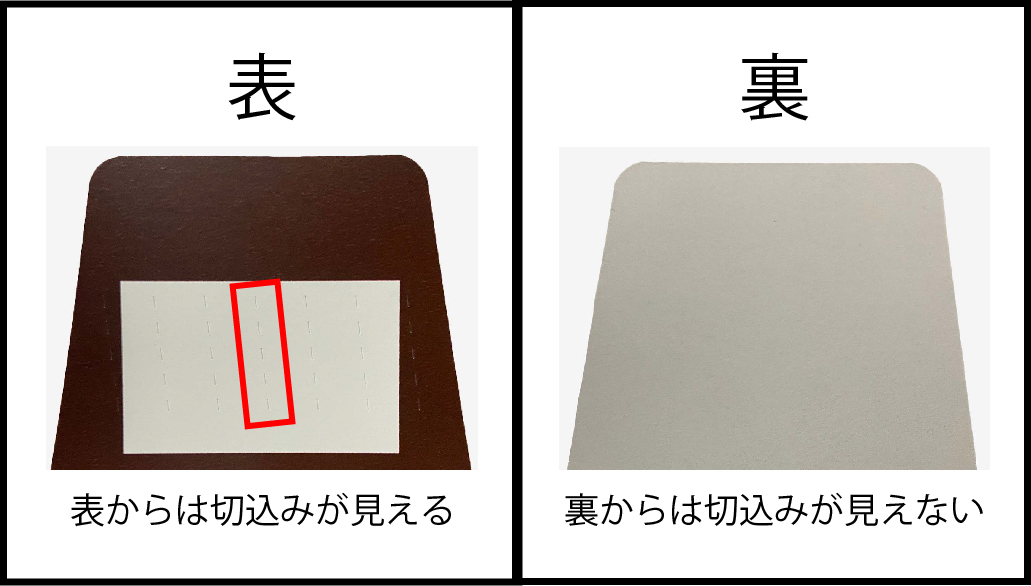
この加工は、パッケージ等の糊しろ部分に施されることが多いです。これは、糊でより接着しやすくするための加工です。
トムソン加工におけるミシン目加工の注意点
ミシン目はトムソン加工という加工で入れることができます。ミシン目加工において特に注意すべきなのは以下の点です。
・ミシン目は切れすぎても、切れなさすぎてもダメ
・ミシン目の点線印刷と加工の位置がずれてはダメ
■ミシン目は切れすぎても、切れなさすぎてもダメ
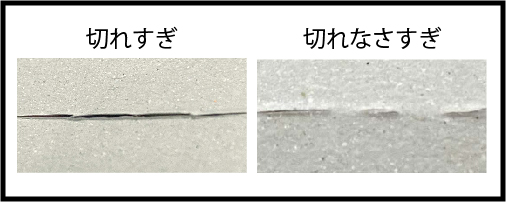
ミシン目を強く入れすぎた場合、ミシン目が非常に切れやすい状態になってしまいます。手で持ち上げたり、運搬時の振動などでちぎれてしまっては、製品になりません。また、逆に切れてなさすぎるのも問題です。ミシン目の切込みが甘いと手でちぎろうとした際に、うまくちぎれなくなります。これも製品として問題です。
基本的に、ミシン目の切れやすさはピッチで調整ができますが、そこで調整しておけば良いというものではなく、実際に加工する際にも実は調整が必要なんです。
■ミシン目の点線印刷と加工の位置がずれてはダメ
ミシン目加工を行う際に、ミシン目を入れる位置に点線が印刷されていることがよくあります。これは、使用する人に、「この位置なら手で切り取りできますよ」と伝えるためです。この印刷位置と実際にミシン目が入っている位置がずれてしまっては、もちろんダメです。使用者が快適に使えるように、しっかりと位置を合わせて加工する、基本的な事ですが大切です。
まとめ
以上、今回は、ミシン目加工についてのご紹介でした。
- ミシン目加工は、切り取ったり、折りやすくするための加工です
- ミシン目にも様々な種類があり、紙や用途で使い分けが必要です
- トムソン加工時にもミシン目を正しい位置に適切に入れる技術力が大切です
ヤマト紙工では、薄紙のミシン目加工を得意としており、45~90kg程度の薄紙へのミシン目加工は日常的に行っております。もちろんパッケージなどの厚紙へのミシン目加工も可能です。長年培ってきたノウハウがありますので、品質には自信があります。ご依頼・ご相談等ございましたら、大阪のトムソン屋 ヤマト紙工までお気軽にお問い合わせください。
